Product description
The machine adopts Belgian DERATECH company's latest technology design and manufacture to ensure the strength, rigidity and safety of the machine. The machine is of simple and beautiful appearance, exquisite workmanship, machining and assembly of parts. The machine adopts the overall quality steel plate welded structure, the frame is heavy and rigid, and the machine is painted with imported antirust primer and top coat to make the machine durable. The rack and upper work slider are machined by precision machine tools, such as imported large CNC Floor milling, etc., to ensure the location requirement of each mounting surface.
This machine tool is mainly composed of frame, upper slide plate, rear retaining system, slider and synchronous control device, mould, hydraulic system, control system and so on.
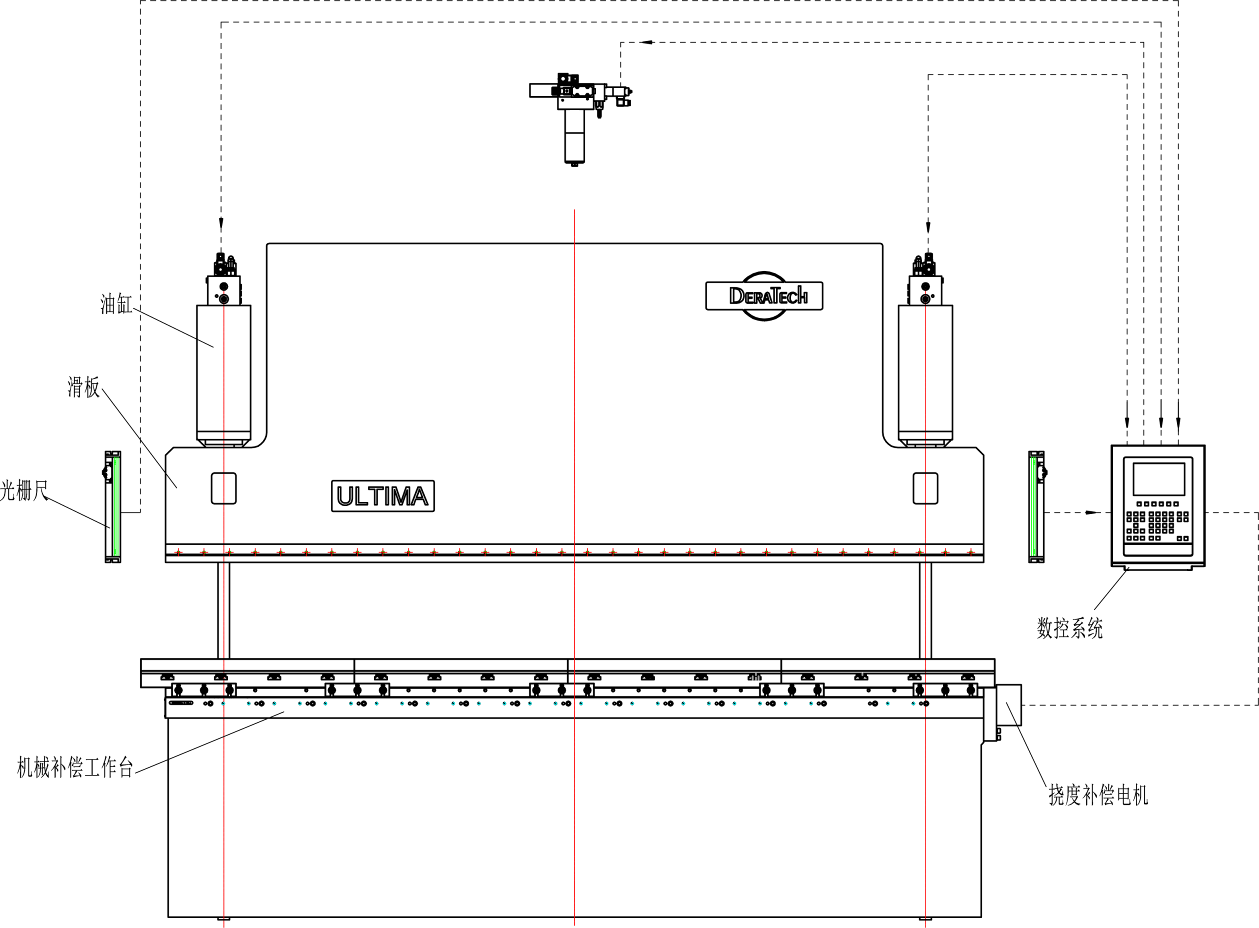
1. rack part: this part is a frame structure, which is composed of vertical plate, left and right side plate, coupling beam and mechanical compensation device. The steel plate is solidly welded, with good rigidity, high strength and good distortion resistance. The internal stress is eliminated by surface shot peening treatment, so as to ensure the lasting stability of the overall accuracy of the machine tool. When the bending is carried out, the upper slide plate and the worktable have small deformation to ensure that the workpiece has excellent straightness and angle consistency.
2. upper slide part: The left and right cylinders are fastened by bolts with the frame. The cylinder piston rod and the slide block are connected by a spherical pad and a screw rod. The structure enables the slide block to improve the working state of the piston rod and the binding performance of the piston rod and the slide block when bearing the partial load, and the slider and the frame are connected by a rectangular guide pair with self lubrication function; the C plate on both sides of the rack is equipped with a measuring accuracy of 0.005. The grating ruler of MM is used to detect and feedback the synchronous movement state of two cylinders, so as to control the position of the slider stroke.
3. mechanical compensation device: when bending the sheet, the upper slide plate will inevitably produce flexural deformation, so that the bending angle of the workpiece will be small in the two ends and large in the middle. This machine tool is equipped with compensation iron and controlled by CNC numerical control system, so that the lower worktable produces flexural deformation of the upper convex compensation upper slide plate, and the angle variation of the workpiece is controlled within the tolerance range, so as to ensure the high quality bending accuracy.
4. die and clamping device: the mould is made up of two parts, the upper die and the lower die. The upper die is installed on the slide block, and is fixed by the quick clamping plate clamping device. The lower die adopts the form of concentric die, which is convenient and quick for changing mould, reducing labor intensity and improving production efficiency.
5. front support bracket: this part is a standard component, mounted on the front side of the table. When used, the bracket can be moved manually to the appropriate position according to the length of the workpiece, and the bracket can be adjusted in horizontal and vertical directions.
6. special structure throat deformation compensation device: each side of the machine tool is equipped with a grating ruler to measure and feedback the exact distance between the slider and the lower worktable. The grating ruler is connected with the worktable through the C frame, which eliminates the influence of the deformation of the throat of the rack on the position of the slider. When the slider runs, the position data is fed back to the numerical control system, and the output of the numerical control system controls the work of the hydraulic proportional servo valve. The two sets of electro-hydraulic proportional servo valves are respectively controlled to keep the two cylinders in an accurate synchronization.
This structure can make the machine have the ability of resisting partial load and effectively prevent the non-standard workpiece from interfering with the grating ruler.
7. rear stopper device: adopt Belgian latest design precise and stable backstop device, servo motor drive ball screw, has the characteristics of fast speed and high positioning accuracy; novel and unique double linear guide rail structure, ensure excellent positioning accuracy; multi level gear design, increase positioning range, value for money; modular design, control shaft number can be selected from single axis X, to multi spindle.
8. suspension arm system: more suitable for ergonomics suspension arm system, set a reasonable radius of rotation, more flexible and more convenient to operate.
Technical parameter
Machine model: WE67K series Y1, Y2, X, W (4+1 axis)
Standard Swiss CYBELEC-TOUCH-12 CNC system
Main precision index:
Positioning accuracy of slider: Y1, Y2 + 0.02 mm
Repeat positioning accuracy of slider: Y1, Y2 + 0.01 mm
Angle tolerance of bending workpiece: + 30'/ full length.
Repeat positioning accuracy of rear axle X axis: less than or equal to 0.01mm
Serial number | Name | Company | numerical value |
100/3200 |
One | Nominal force | KN | One thousand |
Two | Length of worktable | Mm | Three thousand and two hundred |
Three | Distance between columns | Mm | Two thousand and five hundred |
Four | throat depth | Mm | Three hundred and twenty |
Five | Slider stroke | Mm | Two hundred |
Six | Maximum opening height between work table and slide block | Mm | Three hundred and ninety |
Seven | Slider travel speed | No load | Mm/s | One hundred and twenty |
work | Mm/s | Twelve |
Return trip | Mm/s | One hundred |
Eight | Main motor | speed | R/min | One thousand four hundred and sixty |
power | KW | Eleven |
Model |
| YI60M-4 B5 |
Nine | Slide adjustment motor | speed | R/min | One thousand and four hundred |
power | KW | Two hundred and fifty |
Model |
| A02-7114 B34 |
Ten | Rear gear adjusting motor | speed | R/min | Nine hundred |
power | KW | Zero point five five |
Model |
| YU80M 6B B3 |
Eleven | Gear pump | pressure | Mpa | Twenty-five |
flow | ML/r | Twenty-five |
Model |
| MCY14-1B |
Twelve | Maximum working pressure of hydraulic system | Mpa | Twenty-three |
Thirteen | Outline size | long | Mm | Three thousand three hundred and fifty |
wide | Mm | 1700 no supporting frame. |
high | Mm | Two thousand seven hundred and ten |
Fourteen | Machine weight | KG | Eight thousand and two hundred |
Note: Y1, Y2 axis - control slider up and down motion
X axis - back and forth movement after control
W axis mechanical automatic deflection compensation shaft
Hydraulic system:
1. adopt the German HEROBIGER proportional servo hydraulic system assembly, integrated design, compact structure, imported from Germany, higher frequency response, lower failure rate, and machine running more smoothly and steadily.
2. the main cylinder seal ring adopts the German SKF/ American PARKER original seal ring, which has excellent sealing performance, reliable operation and long service life.
3. the oil pump adopts the German VOITH Voith high performance internal gear pump, which has high volumetric efficiency, small fluctuation in flow and pressure, low noise, light weight, wide viscosity range and good oil absorption characteristics.
4. use high quality pipe joint to ensure no leakage of hydraulic line.
5. the hydraulic oil tank made of oil resistant special material can easily get extremely high cleanliness and ensure the stable operation of the hydraulic system.
6. set up a clear and intuitive oil level and temperature display device.
7. the hydraulic system is divided into coarse and fine two stage filtration with high filtration accuracy, ensuring the cleanliness of hydraulic oil in the pipeline.
8. hydraulic system has overload protection function. It can protect machine tools from damage when overload.
Electrical control system:
1. the electrical components mainly adopt SIEMENS brand, which is in line with international standards, safe and reliable, and has strong anti-interference ability.
2. with movable foot switch control station, it has the functions of on-off, shutdown and emergency stop, which is convenient for operation.
3. the wiring of the electric cabinet is reasonable and clear, which is convenient for maintenance or troubleshooting, and the heat dissipation effect is good.
Equipment working environment:
Power requirements: three phase four wire system, 380V, 50Hz
Installation site: clean and dusty.
Maximum temperature: 40 C
Minimum temperature: -5 C
Relative humidity: 55 - 85%
Hai Bao: below 1000M
Measurement standards for machine noise:
A weighted sound pressure level LPA = 82dB (A)
A weighted sound power level LWA is less than 94 dB (A).
Standards for machine execution:
JB/T 2257.1-1992 "technical specification for plate bending machine"
JB/T 2257.2-1999 "plate bending machine type and basic parameters"
GB/T 14349-2011 "precision bending machine for sheet metal"
GB 24388-2009 "noise limit of bending machinery"
The characteristics and functions of CYBELEC-TOUCH-12 CNC system in Switzerland:
1. characteristics
All metal shell, the latest fashion modeling.
Advanced embedded CPU hardware technology
Intelligent cruise, dynamic operation prompt
Two dimensional graphics programming, workpiece side view graphics real-time tracking display
Single page programming
Two dimensional simulation of bending process, and hints of feeding direction in every step during processing.
2. scope of application
Electro hydraulic synchronous bending machine with graphic display
All requirements for high-grade electro-hydraulic servo synchronous bending machine
3. automatic calculation function
Automatic calculation of bending process
Automatic correction function
Icon toolbar simulation bending
4. main performance
High quality big keyboard operation panel, can wear gloves operation
High brightness and resolution 7 "TFT true color LCD display
Chinese operation interface
Standard 3
+1 axis control
Shortcut theme key, pop-up menu
Drop down product graphics library and mold library
Integrated machine tool operation panel
Stainless steel handle
Brand configuration of key components
1. micro pulling mechanical compensation device (domestic)
2. hydraulic integrated system HEROBIGER (Germany)
3. oil pump VOITH company (Germany)
4. seal assembly SKF/PARKER (Germany / USA)
5. Switzerland CYBELEC-CYB (Switzerland)
6. grating ruler RSF company (Austria)
7. drives and servo motors reach DELTA (Taiwan)
8. circuit breaker group SCHNEIDER (Germany)
9. relay group SCHNEIDER (Germany)
Security training, on-site training and acceptance:
1. the buyer needs to prepare the required hydraulic oil, gas and power supply, and prepare the foundation in advance as required. When the standby bed is delivered to the buyer's site, the buyer is responsible for providing the spreader and the general tool to make the machine tool drop. The seller is responsible for the relevant assistance.
2. when the machine tool arrives at the site, the seller immediately sends the personnel to the buyer's site to install and debug, and to train and manage the buyer's operation and management personnel, so as to ensure that the buyer's operator can operate and maintain independently and skillfully.
3. acceptance criteria for machine tools: according to relevant national standards and acceptance terms agreed by buyers and sellers, confirm that machine performance and other technical specifications are in conformity with the contract stipulations.
Quality assurance and after sales service:
1. the goods under the seller's guarantee contract are completely new and qualified products.
2. the quality guarantee period is 12 months from the date of acceptance of the equipment. During the quality guarantee period, the seller is responsible for repairing and replacing the unqualified parts due to the seller's quality problems. The buyer is responsible for the replacement of the parts cost due to the quality problems caused by the buyer.
3. our company provides direct technical support and services to users, providing users with fast and high quality services. Respond within 4 hours after receiving the call (or fax) provided by the user, and send the service personnel to the equipment within 24 hours.
4. as a machine tool manufacturer, our company has a full set of sufficient spare parts, vulnerable parts and spare parts inventory, which can provide users with reliable and fast supply of spare parts.

 Service Hotline
Service Hotline







 TaoBao
TaoBao
